
Regenerative Thermal Oxidizer (RTO) – The Gold Standard in Industrial Air Pollution Control


Regenerative Thermal Oxidizers (RTOs) are widely used for the treatment of VOC emissions generated by industrial manufacturing processes. Typical applications include coating operations, chemical processing, printing, pharmaceuticals, electronics manufacturing, and other processes that release organic compounds into the atmosphere.
The system uses thermal oxidation to treat contaminated air streams at elevated temperatures. Ceramic media beds recover heat from the treated exhaust gas and reuse that energy to preheat incoming process air, reducing overall fuel requirements.
By combining VOC destruction with regenerative heat recovery, RTO technology is commonly selected for medium- and high-airflow applications where long-term operating efficiency is an important consideration.
RTO Operating Principle
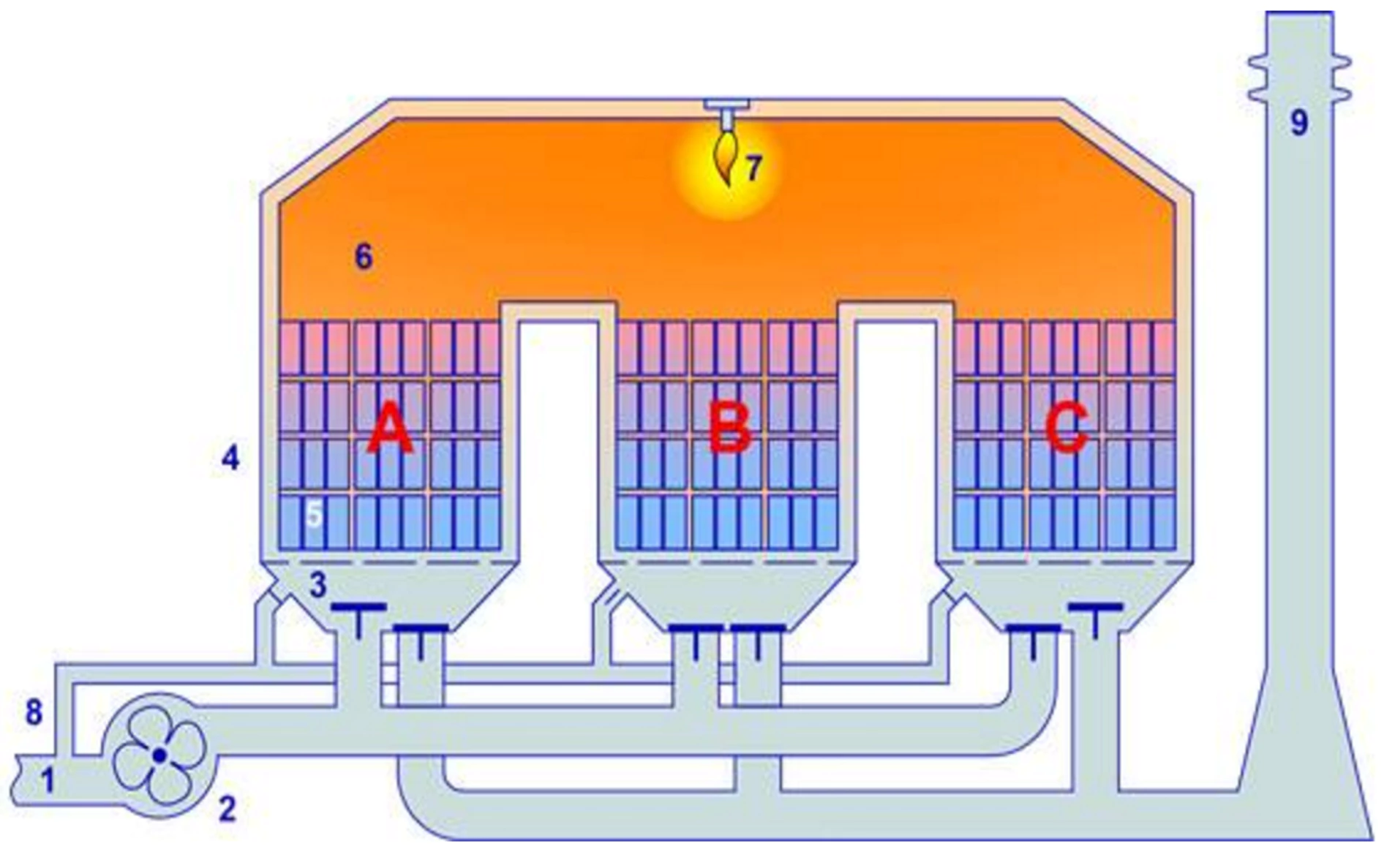
An RTO treats VOC emissions through a combination of thermal oxidation and regenerative heat recovery.
Process exhaust air enters the system and passes through a ceramic heat recovery bed, where it is preheated using stored thermal energy.
The preheated air stream enters the oxidation chamber and is exposed to temperatures typically ranging from 760°C to 850°C. VOCs are thermally oxidized under controlled temperature and residence time conditions.
The treated exhaust gas then passes through a separate ceramic media bed, transferring heat to the media before leaving the system.
Airflow is periodically redirected between regenerator chambers through switching valves or a rotary distribution mechanism. This allows heat recovery and VOC treatment to occur continuously while reducing fuel consumption.
The combination of thermal oxidation and regenerative heat exchange makes RTO technology well suited for medium- and high-airflow VOC control applications.
Key Features
High VOC Destruction Performance
RTO systems are widely used in applications requiring high destruction efficiencies for VOCs and other organic compounds. Actual performance depends on operating temperature, residence time, airflow characteristics, and system design.
Thermal Energy Recovery
Ceramic media beds recover thermal energy from the treated exhaust stream and transfer it to incoming process air. This regenerative process reduces supplemental fuel demand and contributes to lower operating costs.
High Thermal Efficiency
Depending on system configuration and operating conditions, thermal recovery efficiencies may exceed 95%, helping improve overall energy utilization.
Industrial Duty Construction
RTO systems are designed for continuous operation in industrial environments. Construction materials are selected according to process temperature, chemical composition, and application requirements.
Application Flexibility
RTO technology can be applied across a wide range of airflow volumes, VOC concentrations, and industrial processes, including applications with variable operating conditions.
Integrated Safety Controls
Typical systems may include LEL monitoring, burner management systems, purge cycles, temperature protection functions, and other safety interlocks designed to support safe operation.
Maintenance Requirements
Ceramic media generally requires limited routine maintenance, while periodic inspection of valves, burners, instrumentation, and control systems helps maintain long-term operating performance.
Typical Technical Specifications
| Parameter | Typical Range |
|---|---|
| Operating Temperature | 760°C – 850°C |
| VOC Destruction Efficiency | Up to 99%* |
| Thermal Recovery Efficiency | Up to 97%* |
| Residence Time | 0.7 – 1.0 Seconds |
| Control System | PLC-Based Automation |
| Operating Mode | Continuous |
*Actual performance varies according to process conditions and system design.
RTO Configurations
Two-Bed RTO
Utilizes two ceramic media beds that alternate between heat recovery and process air preheating. Suitable for many general industrial VOC control applications.
Three-Bed RTO
Adds a purge stage to reduce VOC carryover during chamber switching. Frequently selected for applications requiring higher destruction efficiency and lower outlet emissions.
Rotary RTO
Uses a rotating air distribution mechanism combined with a segmented ceramic media bed. The continuous airflow design is commonly used in high-airflow and continuous-process applications.
Engineering and Support Services
Services may include:
- Process evaluation and system sizing
- Custom engineering and equipment design
- Installation and commissioning support
- Preventive maintenance programs
- Performance optimization
- Technical troubleshooting and spare parts support
For existing RTO systems that need inspection, troubleshooting, or preventive maintenance, this RTO maintenance reference may be useful.
System configuration is developed according to airflow volume, VOC concentration, process characteristics, and site-specific requirements.
Typical Applications
- Chemical Manufacturing
- Pharmaceutical Production
- Paint and Coating Operations
- Printing and Packaging
- Food Processing
- Electronics Manufacturing
- Semiconductor Production
- Rubber and Plastics Processing
- Fiber Manufacturing
- Lithium Battery Production
- Photovoltaic and New Energy Industries
Equipment Delivery
Standard Scope
A typical RTO package may include:
- Oxidizer vessel
- Combustion chamber
- Ceramic media beds
- Switching valves or rotary distribution system
- Burner package
- PLC control panel
- Instrumentation and safety systems
Installation
Installation requirements vary by project and local regulations. Site preparation, utilities, structural supports, and commissioning procedures should be evaluated during project planning.
Frequently Asked Questions
What is the difference between an RTO and an RCO?
An RTO uses thermal oxidation and regenerative heat recovery through ceramic media beds. An RCO (Regenerative Catalytic Oxidizer) uses a catalyst to reduce oxidation temperature requirements and is often selected for applications involving lower VOC concentrations and catalyst-compatible compounds.
Does an RTO always require supplemental fuel?
Fuel is typically required during system start-up. Once operating temperature is reached, fuel demand depends on VOC loading, airflow volume, and process conditions.
How long does ceramic media last?
Service life varies by application, contaminant composition, operating conditions, and maintenance practices. In many installations, ceramic media remains in service for several years before replacement becomes necessary.
Can an RTO be used for odor control?
Yes. Many odor-causing organic compounds are effectively treated through thermal oxidation, making RTO technology a common option for industrial odor control applications.
Project Consultation
Selecting an RTO requires evaluation of airflow volume, VOC concentration, operating schedule, available installation space, fuel consumption, and regulatory requirements. A detailed process assessment can help determine the most appropriate system configuration for a specific application.




Related Products



